
por Ana Lucia Guidolin Stoco | jun 29, 2018 | Lean
O setup rápido ou SMED (Single Measurement Exchange Dial), é uma metodologia que busca a redução do tempo de troca de modelo em menos de dois dígitos, isto é, 9 min.
A Metodologia SMED foi desenvolvida por Shigeo Shingo, engenheiro inovador da Engenharia Industrial, responsável por uma série de avanços na organização e gestão de produção,
O método de melhoria de Setup está dividido em conceitos, que se aplicados de forma sistêmica, traz ganhos comprovados de no mínimo 30% nos tempos de troca de modelo.
Segue resumidamente, um passo a passo da Metodologia:
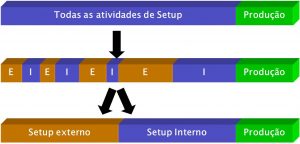
Passo 1) Separar atividades Interna e Externa:
Descrever o setup passo a passo, ou elementos do setup, na sequência que ele é feito na situação atual.
Em cada elemento verificar se ele é interno (precisa ser feito com a máquina parada) ou externo ( pode ser feito com a maquina trabalhando.
Cronometrar cada elemento. A somatória final é o tempo total de setup.
Separar todos os elementos que podem ser feitos com a máquina trabalhando (externo) e máquina parada (interno),
Essa atividade é capaz de reduzir o tempo total de setup em 50%.
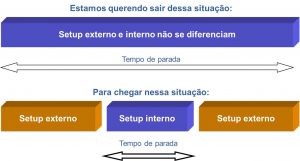
Passo 2) Transferir atividades Interna para externa:
Fazer uma análise do setup interno (feito com a máquina parada) e verificar o que é possível transformar em setup.
externo.
Elaborar os documentos de padronização de setup e treinar os operadores na nova forma de trabalhar.
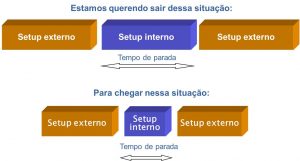
Passo 3) Racionalizar atividades Internas e Externas:
Verificar, para o setup interno e externo, os maiores tempos, utilizar Gráfico de pareto para ajudar.
Trabalhar na melhoria dos tempos, como podemos otimizar?
Se precisar de algum investimento para esta transformação, fazer uma análise de custo benefício.
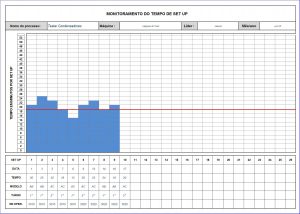
Passo 4) Monitorar o tempo e o setup na prática
Fazer o monitoramento de cada setup. Solicitar ao operador que preencha uma planilha de setup,
Acompanhar os resultados para verificar se a alteração trouxe a melhoria planejada.
Concluímos que, o SMED, através de uma metodologia simples, coerente e consistente, traz resultados, não só na redução significativa no tempo de setup e melhor eficiência operacional, como uma redução de lotes e otimização de fluxo de produção com redução do Lead time, fator chave para um sistema produtivo de classe mundial.

por Ana Lucia Guidolin Stoco | jun 29, 2018 | Lean
O Trabalho padronizado é uma série de documentos e procedimentos onde estão contidas informações de como os operadores devem elaborar seu trabalho ou funções dentro de um processo.
A Padronização é utilizada para garantir que as operações sejam feitas sempre da mesma maneira, sendo uma base de referencia para verificação de anomalias e estabelecimento de metas.

Sem padronização não é possível saber qual é a real capacidade produtiva de um sistema, como consequência não é possível calcular a eficiência e identificar as perdas, pois não existe uma meta clara de quanto se deveria produzir.
A Padronização não é o limite, e sim o início. Ela é a base necessária para a melhoria de amanhã. Padrões são documentos “vivos”. Sempre que as coisas vão mal no gemba (lugar onde as coisas acontecem), como por exemplo: geração de refugos, insatisfação dos Clientes, atraso nas entregas, a Gestão de Chão de Fábrica deve:
Recorrer aos padrões ,
Comparar os padrões com a situação real,
Procurar a causa,
Tomar medidas, remediar a situação,
Alterar o padrão atual de trabalho para diminuir/eliminar o problema,
O trabalho da Gestão bem sucedida é manter e melhorar os padrões.
Quando a Gestão elabora esses passos, o ciclo PDCA (Planejar, Desenvolver, Checar, Ajustar) é efetivado, e a Melhoria Contínua torna-se realidade.
Para efetivação do Trabalho padronizado, algumas etapas devem ser realizadas. Uma delas é a elaboração dos documentos de Trabalho Padronizado, que ficam disponíveis para o operador no chão de Fábrica e são utilizados como guia para treinamentos e verificações diárias.
Os documentos de trabalho Padronizado fornecem informações imprescindíveis para a gestão de chão de Fábrica, como o Takt Time, a sequencia das operações, o estoque padrão e a capacidade produtiva da Célula ou Linha de Produção.
Etapas básicas para elaboração dos Documentos de Trabalho Padronizado:
1º) Calcular o takt time baseado na demanda e no tempo disponível para se produzir as peças. Esse é o ritmo em segundos da Linha de produção para atender o Cliente.
2º) Elaborar uma crono análise dos elementos de trabalho dos operadores,
3º) Elaborar os documentos de Trabalho Padronizado que, após finalizados, ficam disponíveis a vista dos operadores, na linha de produção e serve como guia, para treinamento e padronização do trabalho.
São três os documentos que fazem parte do Trabalho Padronizado:
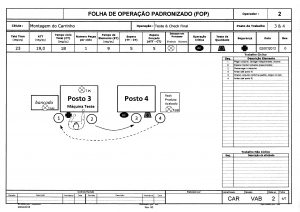
a) Folha de Operação Padronizada (FOP)
Contem Informações como:
– Lay out do posto;
– Elementos e sequencia de Trabalho;
– Movimentação do operador;
– Fluxo de material ;
– Estoque entre processos,
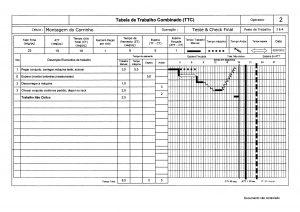
b) Tabela de Trabalho Combinado (TTC),
Contém informações da:
– Sequencia de trabalho do operador
– Ciclos que agregam valor (montagem, ciclo de máquina)
– Tempo de elemento que não agrega valor (caminhadas, esperas)
– Elementos de trabalho combinado, isto é, que acontecem ao mesmo tempo (ciclo manual e máquina)
– Ciclos acumulados e ciclo total de trabalho
– Linha meta do ciclo gargalo
– Linha meta do Takt time
c) Gráfico de Balanceamento e Utilização:
Gráfico de barras contendo:
– Barra vertical com escala em segundos por peça
– Tempo de ciclo total de cada operador e máquina
– Tempos que agregam valor (ciclos de montagem e máquina)
– Tempo que não agregam valor (caminhadas, esperas)
– Linha do Ciclo gargalo
– Linha do Ciclo Takt time
– Balanceamento entre operadores e máquinas
– Porcentagem de utilização dos operadores e máquinas
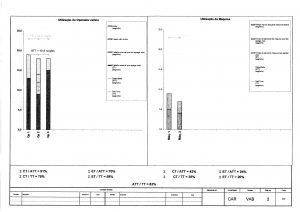
A porcentagem de utilização dos operadores mostrado no Gráfico serve para identificar se a Célula está desbalanceada ou não, o ideal é buscar 95%, nível de classe mundial.
Conclusão:
O Trabalho Padronizado proporciona estabilidade, pois as operações, quando são feitas sempre da mesma forma, na mesma sequência, garantem uma meta clara de produção.
A Padronização é a base e o ponto de partida para implementação do Sistema Lean Manufacturing.
Nos documentos de Trabalho Padronizado, temos informações suficientes para análise e levantamento das oportunidades, garantindo a melhoria contínua e o atingimento dos resultados.

Comentários